1、 典型的:典型的缺陷是由机械冲击、腐蚀、磨损、热冲击和热应力造成的。
2、非典型的:非典型的缺陷包括“梯形”缺陷,静电释放缺陷,以及由于初生态氢腐蚀所致的缺陷。
01
典型的搪玻璃缺陷
-----机械冲击
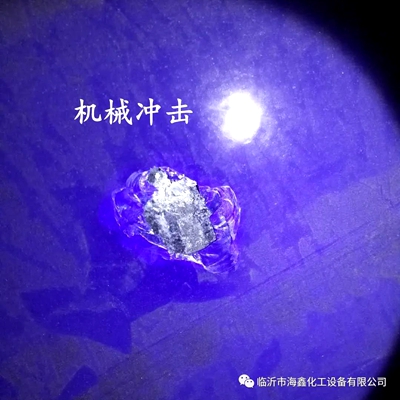
机械冲击是造成搪玻璃缺陷的最普通的原因。其大约占缺陷的75%。并且常常是人为因素所致。
(1)主要是维修工具或口袋中的卷尺等小物品掉入罐内砸伤瓷面,或是随身的利器如鞋底的钉子皮带扣等擦伤搪瓷面。
(2)螺栓(或卡子)拧紧压应力过大或不均匀会引起爆瓷。在拧紧螺栓时要用带计量的扭力扳手。在设备使用时,设备与设备之间的管道连接若没有安装膨胀节或波纹管(应靠近接孔安装),会导致设备接孔应力改变而引起爆瓷。
(3)运输或吊安装时违规操作,将搪玻璃设备的接孔当吊耳用。
(4)安装时电焊飞溅灼伤搪瓷面。
要延长搪玻璃设备的寿命,适当的保养是关键的。但进入容器检查或保养,总会有造成机械损坏的可能。除了正常的安全预防措施,机修工必须穿上清洁的、橡皮底鞋,以防擦伤搪瓷面。同时,在进入容器之前,取出衣袋里所有零碎的小物品。所需的任何工具要放在较低的位置递给在容器里的修理工。身上的金属皮带扣必须解掉,以防擦伤人孔上的搪瓷面。
当生产过程中,需要从搪玻璃容器壁上除去附着在瓷面上的产品时,(这在聚合反应中经常会发生)操作工必须使用塑料或木制的刮片或高压水喷头小心操作,禁止使用金属工具以免刮擦、刮伤瓷面。 因为由机械冲击造成的损坏通常是人为失误造成的。所以,这是可以通过适当地注意和周到的保养来加以预防的。
-----酸腐蚀
除了氢氟酸和85%以上的浓缩磷酸和亚磷酸,搪玻璃特别抗酸腐蚀。腐蚀的速度取决于浓度,更重要的是温度。对于大多数的酸,腐蚀速度随着浓度的增加而降低,但却随着温度的增加而加速。但是,酸与玻璃里的碱离子产生反应,硅氧网络结构仍保持坚硬,最后酸腐蚀减少到仅仅是离子的变化,这种腐蚀减少的变化与腐蚀时间有函数关系。
如上所述腐蚀发生的可能性是很低的,但在蒸汽状态中的酸腐蚀比在液体中的酸腐蚀更严重,特别是在较多的蒸馏溶剂中。水蒸气在蒸汽状态中腐蚀玻璃,将在以后的章节中讨论。通常,酸腐蚀渐渐地使瓷面失光,但玻璃将保持通常的光滑状态。
------氢氟酸和氟化物杂质
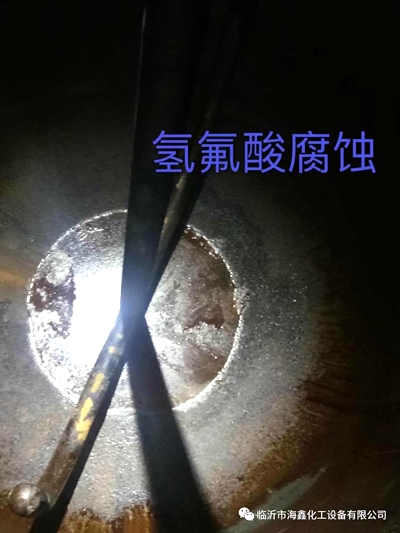
氢氟酸会严重腐蚀瓷层。氢氟酸与瓷层的主要成份SiO2 反应,以蒸汽的状态形成SiF4。焦磷酸对搪玻璃设备的腐蚀是相当严重的,生成的反应产物不能形成连续的保护性膜层。
防止氟化物的腐蚀需要一个持续的防范过程。含有氟化物杂质的反应物必须进行分析,以便在使用前了解氟化物的浓度。特别是工业生产中的磷酸以及盐类经常是被氟化物污染的,正如其他的矿物酸一样。当使用这些化学物品时,特别是在还原操作中(如HCL)或在连续的加工中,考虑这个是很重要的。在温度上升时聚四氟乙烯的分解,如回收操作中,已经知道是会释放少量的氢氟酸的,如果使用搪玻璃反应罐,应该考虑到这个情况。但是,必须指出的是,暴露于罐中包皮状垫圈的聚四氟乙烯的数量和与钽钉一起使用的垫圈的数量太少,不会产生引起腐蚀所需要的氟化物浓度的水平。
------碱腐蚀
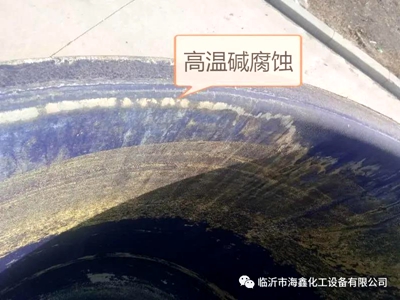
由碱引起的腐蚀比酸严重的多。在不挥发性的碱的情况下,腐蚀仅发生在液体状态。与酸不同,浓度和PH 值越大,腐蚀就越大。但温度是更重要的和可变的因素。在普通的腐蚀性的苏打溶剂中,温度增加10℃,腐蚀速度就加倍,碱就破坏搪玻璃里的硅网络。与酸不同,腐蚀的速度与时间保持实际的持续性。碱腐蚀的特点是出现针孔、爆瓷、以及严重失去光泽,产生象细砂纸一样无光泽的表面。
-------水蒸气腐蚀
似乎很奇怪,水能引起严重的腐蚀,并随着水的纯度而增加。腐蚀的速度也随着温度的上升而增加,并且当超过沸点时达到最大。
当水珠冷凝在蒸汽中较冷的玻璃表面时,其要与玻璃中渗出碱离子,形成碱溶液。然后,该腐蚀就如前面描述的碱腐蚀一样。在极稀的酸性蒸汽中出现水蒸汽,说明了为什么在气相中酸的腐蚀更大。少量的酸加进水里将大大地延迟由在蒸汽区域里水蒸汽冷凝引起的腐蚀。还可引入惰性气体,以隔离蒸汽区域,而减少或消除这种类型的腐蚀,这些是蒸馏过程中要考虑的重要因素。
反应物加入容器的方法是特别重要的。例如,腐蚀物质加入容器应该总是通过溶液管道直接进入液体状态。如果通过接孔加入,碱将在蒸汽中顺着容器的边壁流下,并会引起严重的碱腐蚀,尤其是当容器受到加热时。因此,重要的是,不但要监控反应温度,而且要考虑到搪玻璃的实际温度,以及加入容器的反应物的浓度。正是因为没考虑上述这些情况,许多反应罐被过早地损坏了。
------磨损
搪玻璃磨损的特征是瓷面光泽的损毁。在较严重的情况下,出现粗糙,砂纸样的瓷面。实践证明,由磨损产生的缺陷是不常见的。可是,当与酸腐蚀结合在一起时,缺陷就会非常严重。磨损会机械地削弱硅网络,加速酸腐蚀。除了限制反应器里的磨损粒子,减少容器壁上的磨损,唯一实际的方法是向制造商定制一个抗磨损的搪玻璃。
------热应力
热应力产生的缺陷与由于不同的加热或冷却的温度而产生的热冲击相反,在本质上不是立即能显现出来的。热应力也许发生在顶部上接环下面的容器壁上,或在底部的焊接容器上的下接环区域。在任一种情况下,在夹套里的区域可被加热或冷却,而没有夹套的区域却不是这样。在较高的温度时,在205℃(400℉)的范围里,足量的应力可被扩展到搪玻璃里,并产生玻璃裂缝。
热应力可通过认真控制加热或冷却而减少,逐渐地加热或冷却夹套以减少温度变化的梯度。即使加热或冷却是在安全温度差异范围内,一个突变的温度会在刚才提到过的区域引起过量的热应力。除了逐渐地加热或冷却,另一个常用的保护方法是保温无夹套区域。如有必要,提供一个外部的加热源,如电热带。
水击已被认为会引起冲击波,其增加了在夹套区域的热应力。如果持续时间延长,会出现裂缝或爆瓷。
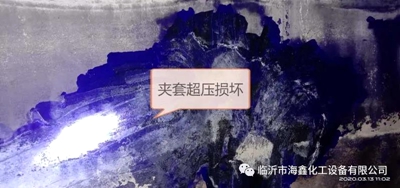
为了防止加热期间自由膨胀,用带缚住容器这种方式也会引起在夹套区域产生过量压力而使搪玻璃产生裂缝。过量热应力可用适当的方法控制,以允许夹套适度自由扩张,这点是重要的,因为,由于热冲击造成的损坏,容器需要完全重新复搪
------热冲击
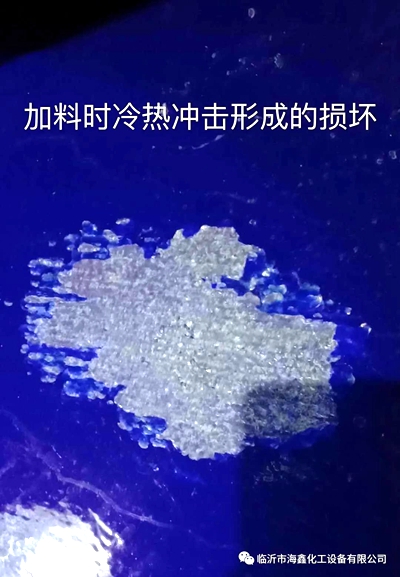
热冲击缺陷随着搪玻璃温度的突变而发生,并产生相应较小的,但却是较厚的玻璃片,以坚硬的断裂方式剥落。根据该区域的外型以及热冲击发生的方式,缺陷可呈现出粉碎的或大象皮肤状的现象。在大部分的热冲击情况下,钢的底层将被暴露。上图显示了在接孔R处的表面被热冲击的例子。下图显示的是在凹处表面上受热冲击的爆瓷现象。
如果要加热搪玻璃至315℃(600℉)的零点,损坏的风险很大。因为玻璃失去了其抗压应力。因此,加热或冷却钢或玻璃,将改变玻璃的抗压强度。
如果温度突变,玻璃里的抗压应力也将突变,引起玻璃“爆裂”。这就是所知的热冲击。因为玻璃的强度随着残余的抗压强力的减少而降低。很明显,在较高的温度下,热冲击将更普遍。这时,搪玻璃的抗压强度就较低。
得出的结论是:不同的温度所引起的热冲击将随着搪玻璃温度的增加而减少。图6显示了这个特点,分别是热冲击最大和最小的曲线的坡度。
有四种操作引起的温度突然变化会造成热冲击:
(1) 在预热的表面加上冷的液体,使玻璃的表面突然冷却。
(2) 快速的循环热溶液通过冷的容器,使容器壁突然受热。
(3) 把热的溶液注入冷的容器,使玻璃表面突然受热。
(4) 快速循环的冷溶液通过预热容器套,使容器壁突然受冷。
热冲击是严格的操作问题,可由制造商提出的以下建议来避免。在设定有热变化的加工过程之前,必须遵循以下注意事项:
1) 测量或估计玻璃表面的温度,注意不要忽视可能的局部过热
2) 参照设备制造商的最大的安全温度差异范围,并严格地遵守。为了避免由失控引起的发热反应,快速反应温度传感器,如在挡板里的TC 传感器、阀头、热电偶套管等都被用来警示操作人员以采取适当措施。
与机械冲击引起的冲击不同,热冲击通常损坏搪玻璃瓷层,所以用钽钉或钽片修补是不实用或不可能的,容器必须重新涂搪才能使用。
------接孔应力过量
搪玻璃容器上的接孔不能与无搪玻璃容器上的接孔一样处理。虽然玻璃有较强的抗压性,但集中在一点上的负载会严重损坏搪玻璃接孔。在接孔顶部R处也会被过量的压力所损坏。引起接孔超压的两种情况,会导致可能的缺陷是通过管道的扭矩过量和压力过量。用于把搪玻璃上的接孔固定在管道或盖板的螺栓或夹钳的过量扭矩,会引起搪玻璃剥落,通常是大片的剥落并波及接孔的其他部分。最深的缺陷渗透(可能暴露铁胎金属),将在过量的扭矩区域出现。损坏常常通过接孔R处部分扩展下去,并需要用钽接孔套修补。如果接孔套不实用或者太贵,如大套口的,也许需要对整个容器进行重新涂搪。如图为由于夹钳扭矩过量产生的接孔缺陷的例子。遵循制造商建议的扭矩值,将可避免这种损坏。
通过外部管道的过量扭矩,会破碎接孔表面的玻璃。除了其应有的最小值外,搪玻璃接孔没有最大的压力设定值。在管道系统的设计中,包括膨胀结或波纹管安装时,最好尽可能地靠近接孔,使偏心负载和移动最小化,并注意管道和容器的热膨胀。把管道接到接孔上时,必须避免“冷回弹”。同中心的负载不会太严重。但是应该减到最小。安装重的设备时如在接孔上安装减速机,会容易损坏搪瓷表面。在搪玻璃反应罐上,减速机应安放在罐盖顶部的机架位置上,不能安装在搅拌器的接口上,如果容器上没有固定的机架位置,驱动装置就应单独安装在容器外面的机架上。
------钽钉缺陷

钽是用于修复搪玻璃容器的最常见的材料。其抗腐蚀性与玻璃特别地接近,除了66℃(150℉)以上的烟熏硫磺酸,98%以上的硫磺酸,或66℃(150℉)以上的自由SO3 以及初始氢以外。
当需要一个钽钉或板用来盖住玻璃的损坏区域时,恰当地安装修复钽钉和板是必要的。聚四氟乙烯垫圈是用来把钽密封的修补在搪玻璃上。如果不安全,腐蚀材料会在钽的后面泄漏,侵蚀铁胎基材,并破坏搪玻璃。钽钉缺陷,如图8所示,会变得非常严重,因为损伤会扩散得非常快。
钽虽然抗腐蚀,但在室温下会被原子(初生的)氢腐蚀。引起氢脆。会削弱修复材料。这种情况会在当金属填充物在容器里形成氢原子发生酸反应时发生。
温度在250℃(480℉)以上,氢分子将侵蚀钽。因为钽与铁胎基材接触,电流反应也会引起钽的氢脆。当第二种不同的金属出现在容器里时,如一个不是钽制的金属浸渍管,就产生了电流电池。通常,钽是较惰性的,其将起到阴极的作用。氢在这上面被释放出来。
氢脆可由装上少量的铂来从根本上消除。因为铂更具有惰性,其对于钽将是阴极的。
避免电流腐蚀的一个保险的方法是,当不同金属在容器里出现时,消除电流电池。如使用获专利的特殊绝缘体,它会把钽钉与金属铁胎绝缘开来。使用这些绝缘体,就无需在容器内使用不如钽那样有效的修复材料了。如图显示了一个带有陶瓷绝缘套的钽钉修补的交叉部分。
用钽钉修复,将保护搪玻璃容器的使用寿命。其安装要符合制造商的建议程序。但是,用户进行周期检验是必不可少的,以确认钽钉修复是安全的。当安放一个钽钉,补片或接孔套时,保证合适的黏合剂也是同样重要的。黏合剂用于覆盖损伤区域,并且填补修复材料下面的空处。如果使用错误的黏合剂,就会导致修复缺陷。最常用的两种黏合剂是:呋喃树脂和硅酸盐。呋喃树脂,适用于酸、碱、热水、强还原剂和中等氧化条件;所有的在最高温度190℃(375℉),当出现很强的氧化剂时,或温度在190℃(375℉)以上时用硅酸盐。
02
非典型的搪玻璃缺陷
------超压或真空过大。这两种任何一种情况都会使钢制容器变形使搪玻璃层损坏。如果装置的容量不足以承受突然的压力变化,即使有安全膜或安全阀也会发生这种情况。
------局部冷热冲击点冲击。夹管注入喷嘴配有挡板,以防止在搪玻璃安全膜反面热介体或冷却液直接的点接触。如果挡板腐蚀,将发生点冲击,即形成一热应力。集中的热应力建立在夹套注入的区域,其会引起玻璃破裂。不良的挡板也会产生由于其在冲击点的内容器的腐蚀造成的玻璃缺陷。套注入喷嘴的周期维修保养将防止这个问题。用指定的不锈钢挡板就可大大地减少腐蚀。
-------不当的容器支架。无夹套容器的不平整支架会产生玻璃的过量压力,并在有支架的地方产生裂缝。制造商特别注意无夹套容器的支架设计,应提供一个分布均衡的装置,以避免集中的负载。应严格遵守所推荐的支架安放的方法和过程。
------垫圈缺陷。唯一被推荐用于搪玻璃节孔的垫圈是石棉包聚四氟乙烯垫圈。但是,一些化学物在一定的温度会渗透到聚四氟乙烯。这些包括卤素,亚甲基氯化物以及氨。最后聚四氟乙烯会随着压力的形成而产生气泡或吹出,并使罐嘴面对腐蚀化学物。如果搪玻璃以外的钢喷嘴的区域被腐蚀,玻璃就会被破坏,引起垫圈两边的玻璃剥落。在严重的情况下,也许要更换罐嘴,需要昂贵的修理以及容器完全重新涂搪。防止这些潜在问题的最好方法是,在日常保养期间,对所有的垫圈进行物理检查,必要时进行更换。因为泄露的垫圈会导致上面的缺陷,所有的罐嘴必须检查扭矩是否合适。因为在最初的扭矩以后,垫圈在一段时间以后会松开,需要重新扭紧